ボンデ T1.0 φ5.0パンチ加工
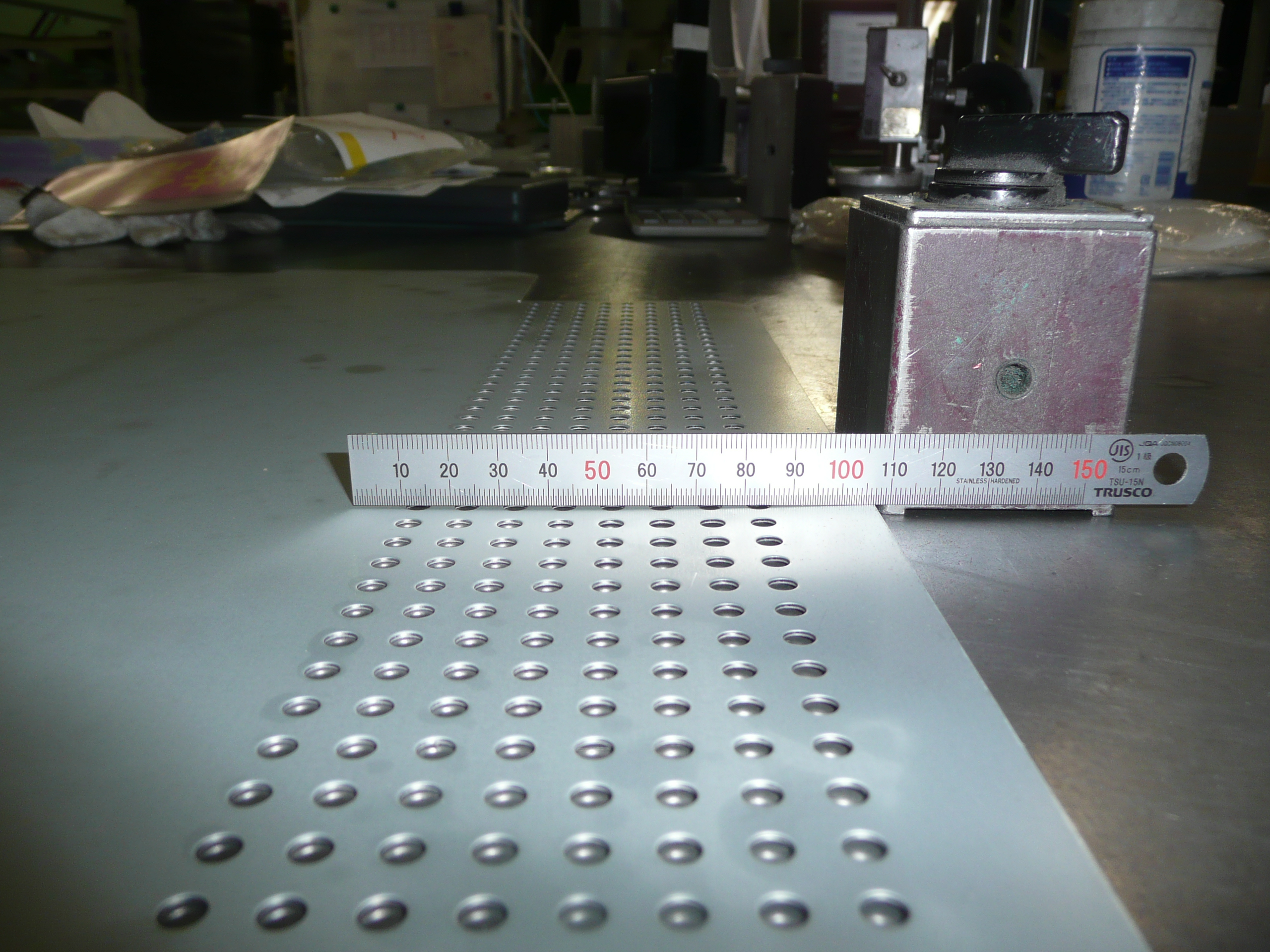

こんにちは岩城です。最近、受注が多いボンデT1.0の製品を加工しました。
以前はφ5.0のカス上がりが心配だったのでレーザーテーブル出力を5%でパンチ
加工していました。今回はその倍の速度10%でパンチ加工をしたところ
以前よりもパンチによる製品の反りが少なくなりました。
四つ角をレーザージョイントで加工したので製品を板から外すまで反りは
確認していませんでした。材料の関係もあると思いますが、今度は5%と10%
の違いを検証してみます。